廠家_拋丸清理機(jī)_吊鉤,通過(guò)式拋丸機(jī)-青島青工機(jī)械有限公司")
|
設(shè)備型號(hào) |
Q0808 |
Q0612 |
Q0816 |
Q1018 |
Q1518 |
Q2025 |
|
拋丸量min |
4×200kg |
6×200kg |
8×200kg |
8×200kg |
8×250kg |
10×250kg |
|
功率kw |
4×11 |
6×11 |
8×11 |
8×11 |
8×15 |
10×11 |
|
允許載重m |
500kg |
500kg |
1000kg |
1000kg |
1000kg |
1000kg |
|
輸送速度min |
0.4-4m |
0.4-4m |
0.4-4m |
0.4-4m |
0.4-4m |
0.4-4m |
|
除塵風(fēng)量h |
12000m³ |
15000m³ |
18000m³ |
18000m³ |
20000m³ |
24000m³ |
|
循環(huán)量h |
50T |
70T |
120T |
120T |
144T |
150T |
|
地坑深度mm |
2000 |
2000 |
2200 |
2350 |
2450 |
2600 |
|
總功率kw |
≈70 |
≈100 |
≈125 |
≈130 |
≈170 |
≈209 |
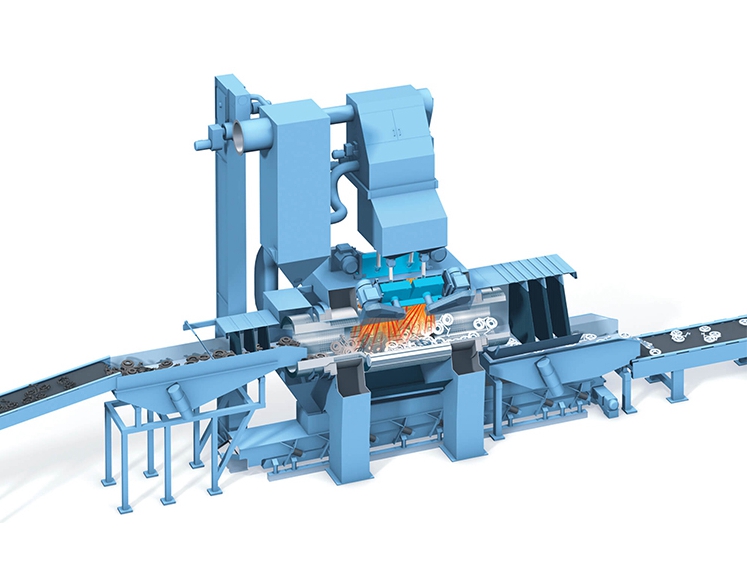
履帶通過(guò)式拋丸機(jī):在處理線工藝是指的鋼材在加工前(既原材料的狀態(tài))去進(jìn)行表面拋丸除銹并涂上一層保護(hù)底漆的加工工藝。但凡鋼材是經(jīng)過(guò)預(yù)先處理的,都能有效的可以提高機(jī)械產(chǎn)品和金屬構(gòu)件的抗腐蝕性,提高鋼板的抗疲勞性能,延長(zhǎng)其使用壽命:同時(shí)還可以優(yōu)化鋼材表面工藝制作狀態(tài),非常有利于數(shù)控和切割機(jī)下料以及精密落料,大大的改善工作的疲勞強(qiáng)度和對(duì)環(huán)境的污染。此外,由于鋼材在加工前其形狀比較規(guī)則,有利于機(jī)械除銹和自動(dòng)化噴漆,因此采用鋼材預(yù)處理可大大提高清理工作的 效率,減輕清理工作的勞動(dòng)強(qiáng)度和對(duì)環(huán)境的污染。正因?yàn)槿绱耍摪孱A(yù)處理工藝不僅在工藝發(fā)達(dá)國(guó)家已推廣應(yīng)用,而且在國(guó)內(nèi)引起眾多行業(yè)的日益重視,不少企業(yè)已把鋼材預(yù)處工藝提到企業(yè)技術(shù)改造的議事當(dāng)中。
設(shè)備優(yōu)勢(shì):
1.彈丸覆蓋均勻,無(wú)任何死角
2.設(shè)備工作時(shí)噪音低
3.耐磨件使用壽命長(zhǎng),不用隨便更換
4.采用高效直連強(qiáng)力拋丸器,傳遞效率高,拋丸量大
5.高效風(fēng)選分離器,丸砂分離率大
設(shè)備維護(hù):
1.操作該設(shè)備嚴(yán)格執(zhí)行定員定崗培訓(xùn),熟悉該機(jī)性能和特點(diǎn)。
2.熟悉拋丸機(jī)使用說(shuō)明書(shū)中各項(xiàng)操作程序、使用、維護(hù)及保養(yǎng)。
3.操作人員必須檢查控制柜面板,各類開(kāi)關(guān)是否在所需的設(shè)定位置,還包括各電源開(kāi)關(guān), 檢查完后才能開(kāi)機(jī)。
4.非本機(jī)操作人員不得隨意操作或觸摸電氣開(kāi)關(guān)控制區(qū),以免發(fā)生意外事故
5.操作人員必須穿戴好防護(hù)工作服,眼鏡等。

版權(quán)所有 青島青工機(jī)械有限公司 備案號(hào):魯ICP備11002530號(hào) 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號(hào)-4  魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過(guò)式拋丸機(jī)、噴砂房等設(shè)備。
<li id="yayya"></li>