摘要:介紹了某鋼廠熱處理線
拋丸機(jī)的設(shè)備結(jié)構(gòu)、參數(shù)、技術(shù)特點(diǎn),其裝備水平確保了鋼板獲得較佳的表面質(zhì)量。同時(shí)對現(xiàn)階段拋丸機(jī)在應(yīng)用實(shí)踐中出現(xiàn)的吊掛軸承頻繁損壞、清掃尾吹裝置等故障進(jìn)行分析并逐一改進(jìn)和優(yōu)化。改進(jìn)后增加了設(shè)備的作業(yè)率,減少后續(xù)工序?qū)υO(shè)備與生產(chǎn)的影響,降低了備品備件的消耗和人工處理鋼板的成本,提高了經(jīng)濟(jì)效益,希望為中厚板廠熱處理線拋丸機(jī)的應(yīng)用實(shí)踐提供一些借鑒經(jīng)驗(yàn)。
關(guān)鍵詞:拋丸機(jī);吊掛軸承;清掃尾吹裝置;改進(jìn)
0前言
拋丸機(jī)作為熱處理線重要設(shè)備,主要任務(wù)是對鋼板清除表面氧化鐵皮,它決定著入爐前產(chǎn)品的表面質(zhì)量,特別是對具有高附加值的中厚板具有十分重要的作用。拋丸機(jī)自投入使用以來,由于其使用環(huán)境的特點(diǎn)以及設(shè)計(jì)制造不周全等原因,時(shí)常出現(xiàn)丸料循環(huán)系統(tǒng)、清掃尾吹裝置引起的一系列設(shè)備生產(chǎn)故障,造成了設(shè)備損壞,影響了正常生產(chǎn)和產(chǎn)品質(zhì)量。通過現(xiàn)階段應(yīng)用實(shí)踐對上述故障進(jìn)行分析并逐一進(jìn)行了改進(jìn)優(yōu)化,取得預(yù)期效果。
1設(shè)備結(jié)構(gòu)、參數(shù)、技術(shù)特點(diǎn)
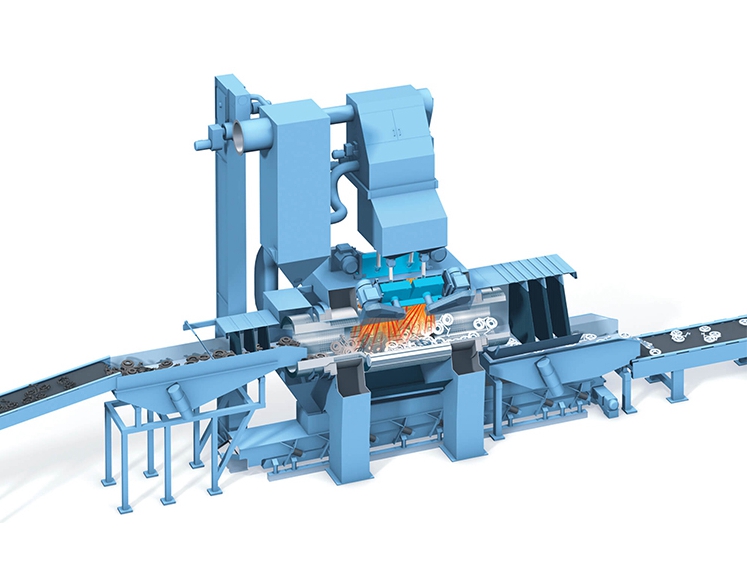
拋丸機(jī)主要由設(shè)備本體、除塵系統(tǒng)和電控系統(tǒng)組成。其中設(shè)備本體為核心部位,包括拋丸裝置、丸料循環(huán)系統(tǒng)、清掃尾吹裝置等。拋丸裝置為拋丸機(jī)的核心部件,該裝置采用10拋頭電機(jī)直聯(lián)安裝交錯(cuò)布置,能有效避免拋丸過程中丸料的相互干涉,具有有效拋丸面積大,耐磨件工作壽命高等特點(diǎn)。鋼板拋丸速度在2~7m/min區(qū)間可調(diào),這些都保證了較佳的拋丸表面質(zhì)量。丸料循環(huán)系統(tǒng)主要由丸料斗提機(jī)、四個(gè)橫向螺旋裝置、若干個(gè)縱向螺旋裝置組成,主要功能是實(shí)現(xiàn)整個(gè)拋丸機(jī)工作過程中較大18噸丸料流的循環(huán)。
清掃尾吹裝置主要由輥刷裝置和高壓風(fēng)機(jī)尾吹裝置組成,主要功能是實(shí)現(xiàn)在拋丸后清除鋼板上表面的丸料,實(shí)現(xiàn)鋼板上表面無殘余丸料,較少對后續(xù)工序的影響。
綜上,該拋丸機(jī)采用高壽命拋頭和先進(jìn)技術(shù)設(shè)計(jì),各技術(shù)特點(diǎn)、參數(shù)達(dá)到國際先進(jìn),有效保證了設(shè)備的高效平穩(wěn)運(yùn)行,使鋼板獲得了較佳的表面質(zhì)量。
2吊掛軸承相關(guān)問題及改進(jìn)
(一)當(dāng)前吊掛軸承存在的問題
丸料循環(huán)系統(tǒng)負(fù)責(zé)整個(gè)拋丸機(jī)丸料流的循環(huán),在拋丸機(jī)工作時(shí)為各拋頭提高充足丸料,各環(huán)節(jié)中一旦有故障,必將影響設(shè)備的正常運(yùn)行。吊掛軸承為丸料循環(huán)系統(tǒng)核心裝置螺旋裝置的核心部件,它的工作狀態(tài)直接影響著拋丸機(jī)的工作狀態(tài)。某鋼廠隨著熱處理線正常運(yùn)行,逐漸暴露一些問題。由于吊掛軸承結(jié)構(gòu)上存在設(shè)計(jì)上的缺陷,常常導(dǎo)致吊掛軸承在使用兩周至一個(gè)月之間頻繁出現(xiàn)損壞(滾動(dòng)體和保持架均出現(xiàn)破損),給設(shè)備維護(hù)帶來較大影響,嚴(yán)重制約了拋丸機(jī)甚至整條熱處理線的正常生產(chǎn)。
吊掛軸承出現(xiàn)故障后處理的的難度較大,主要體現(xiàn)在以下幾點(diǎn):
整個(gè)拋丸機(jī)吊掛軸承共有5個(gè),數(shù)量較多,加上使用周期較短,使設(shè)備維護(hù)人員疲于應(yīng)付搶修,勞動(dòng)強(qiáng)度高。由于吊掛軸承安裝部位不同,導(dǎo)致其引起的故障各不相同,增加維護(hù)人員分析判斷故障的時(shí)間。有些部位安裝比較隱蔽,檢修空間狹小,更換軸承時(shí)受空間限制,需要許多部件拆裝或需人員長期保持某種姿勢(非站立)進(jìn)行檢修,費(fèi)時(shí)費(fèi)力。
(二)吊掛軸承的改進(jìn)措施
經(jīng)過吊掛軸承更換及拆解,發(fā)現(xiàn)軸承損壞主要有以下原因:
整根螺旋軸分為三段或四段,各段間同軸度誤差較大,轉(zhuǎn)動(dòng)起來各段間圓周方向即徑向跳動(dòng)偏大,而吊掛軸承又是通過單個(gè)吊桿剛性的固定在螺旋裝置的外殼上,導(dǎo)致軸承的實(shí)際載荷超過原來設(shè)計(jì)值,軸承在不堪重負(fù)下運(yùn)行,導(dǎo)致軸承滾動(dòng)體和保持架損壞。
為此經(jīng)過現(xiàn)場空間的確認(rèn)、軸承受力分析以及密封型式的查閱,對吊掛軸承進(jìn)行如下改進(jìn):
改變原有吊掛軸承的結(jié)構(gòu)和安裝方式,軸承在單個(gè)吊桿固定下受到載荷較大,現(xiàn)改為雙吊桿結(jié)構(gòu)與安裝方式,大大降低了吊掛軸承有害載荷(徑向擺動(dòng)),軸承主要承受螺旋軸垂直方向重力,運(yùn)行非常平穩(wěn)。改進(jìn)后的吊掛軸承有效的解決了原來存在的缺陷,運(yùn)行壽命有較大提高,平均壽命達(dá)到半年以上,大幅降低設(shè)備維護(hù)人員的勞動(dòng)強(qiáng)度,大大提高了拋丸機(jī)設(shè)備作業(yè)率,保證了鋼板熱處理線的平穩(wěn)運(yùn)行。
3清掃尾吹裝置存在的問題及改進(jìn)措施
(一)當(dāng)前清掃尾吹裝置存在的問題
清掃吹掃裝置主要由刷輥裝置和高壓風(fēng)機(jī)尾吹裝置組成,前者主要負(fù)責(zé)鋼板上表面大部分丸料的清掃,后者負(fù)責(zé)配合把清掃后的鋼板上表面殘余丸料粉塵吹掃干凈,達(dá)到生產(chǎn)的要求所必需的表面清潔度。由于刷輥刷毛安裝結(jié)構(gòu)設(shè)計(jì)上的缺陷以及生產(chǎn)不同寬度規(guī)格鋼板,常常導(dǎo)致刷毛掉落或刷輥刷毛磨損不均,經(jīng)常出現(xiàn)鋼板上表面丸料及粉塵殘余,給生產(chǎn)質(zhì)量帶來較大影響,嚴(yán)重制約了拋丸機(jī)甚至整條熱處理線的正常生產(chǎn)。
(二)清掃尾吹裝置及清掃室的相關(guān)改進(jìn)措施
通過問題原因分析,對清掃尾吹裝置和清掃室進(jìn)行以下改進(jìn):
(1)刷輥刷毛的改進(jìn):原設(shè)計(jì)的刷毛裝配是金屬刷毛座與刷毛組為嵌入式安裝,使用時(shí)間稍長就會(huì)使刷毛組與刷毛座之間間隙變大,由于刷毛組在滾刷鋼板期間受到較大周向力,導(dǎo)致間隙產(chǎn)生惡性循環(huán)越來越大,較后導(dǎo)致刷毛組的脫落。經(jīng)分析,現(xiàn)對刷毛組件結(jié)構(gòu)進(jìn)行改進(jìn),采用整體式刷毛組件能避免了上述情況的發(fā)生,其采用尼龍刷毛座,刷毛通過特制膠水粘貼在刷毛座孔內(nèi),使刷毛與刷毛座融為一體,刷毛底座采用剖分式安裝在刷輥軸上,拆裝較為方便。實(shí)踐證明該刷毛使用壽命在一年以上,大大提高了拋丸機(jī)的設(shè)備作業(yè)率,降低了故障時(shí)間。
(2)尾吹裝置的改進(jìn):針對上述出現(xiàn)的問題及造成的后果,在不對尾吹裝置進(jìn)行大改動(dòng)前提下,在拋丸機(jī)箱體尾部增設(shè)一套獨(dú)立的壓縮空氣尾吹裝置。該裝置吹掃介質(zhì)為壓縮空氣(壓力為5-8bar)直接從車間壓空支管分出該尾吹裝置的主管,在該管路上增設(shè)電磁閥控制氣動(dòng)切斷閥,根據(jù)PLC中鋼板位置跟蹤信號、拋丸速度及到尾吹管安裝位置等自動(dòng)啟閉切斷閥,實(shí)現(xiàn)吹掃自動(dòng)。為保證尾吹效果和節(jié)約能源消耗,其在終端尾吹管為變徑管路,管子長度與拋丸機(jī)箱體寬度相同,在長度方向上每間隔8cm鉆有一排孔徑為8mm的小孔作為其噴氣口,安裝時(shí)使噴氣口與水平面夾角約為45°。同時(shí)考慮到丸料的回收和使用不同厚度鋼板的生產(chǎn)。經(jīng)過運(yùn)行實(shí)踐,該尾吹裝置在原有尾吹裝置不運(yùn)行的情況下能很好滿足生產(chǎn)需求,較佳時(shí)甚至鋼板上表面無丸料殘余,超過原有設(shè)計(jì)指標(biāo),且對板形要求降低,原有裝置來料鋼板平直度>5mm/m就會(huì)出現(xiàn)丸料殘余超標(biāo),現(xiàn)來料鋼板平直度不大于10mm/m也能達(dá)到生產(chǎn)要求。清掃尾吹裝置和清掃室改進(jìn)后,鋼板表面質(zhì)量大為改善,增加設(shè)備作業(yè)率,降低了設(shè)備維護(hù)保養(yǎng)成本和后續(xù)工序處理鋼板的時(shí)間及成本,大大提高企業(yè)熱處理的競爭力。
4結(jié)語
拋丸機(jī)作為鋼板熱處理線的關(guān)鍵設(shè)備,其特點(diǎn)使其具備了拋頭振動(dòng)小、部件壽命長、生產(chǎn)效率高、粉塵排放低等優(yōu)點(diǎn),保證了熱處理鋼板表面清潔度要求。在現(xiàn)階段對拋丸機(jī)機(jī)在應(yīng)用實(shí)踐中的出現(xiàn)的吊掛軸承、清掃尾吹裝置問題等引起一些設(shè)備生產(chǎn)故障進(jìn)行了一系列改進(jìn),提高了設(shè)備作業(yè)率,降低了故障時(shí)間,節(jié)省了備件消耗費(fèi)用,實(shí)現(xiàn)了拋丸機(jī)的高效運(yùn)行,取得了良好的經(jīng)濟(jì)效益。同時(shí)希望這些改進(jìn)能為中厚板廠拋丸機(jī)的應(yīng)用提供了一些借鑒經(jīng)驗(yàn)。
參考文獻(xiàn):
[1]崔風(fēng)平,等.中厚板生產(chǎn)與質(zhì)量控制[J].冶金工業(yè)出版社,2008
廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")

 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號