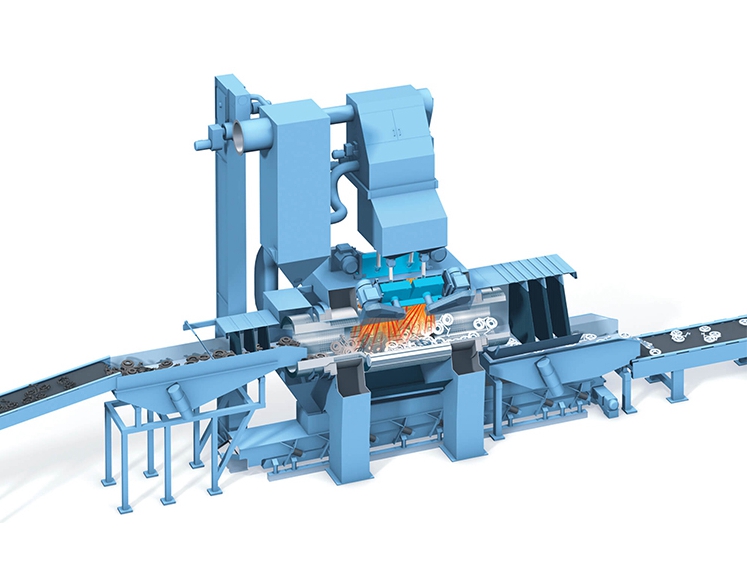
Q3110滾筒式拋丸清理機是一種傳統(tǒng)的滾筒式拋丸機,它是利用滾筒的旋轉(zhuǎn)帶動工件翻轉(zhuǎn),高速旋轉(zhuǎn)的葉輪將彈丸拋向滾筒內(nèi)不斷翻轉(zhuǎn)的工件,使工件表面獲得均勻的清理。Q3110滾筒式拋丸清理機適用于15kg以下的,中、小不怕碰撞的鑄、鍛件、沖壓件以及電鍍前的拋丸預清理等。
一、技術參數(shù)滾筒直徑1000mm拋丸量100kg/min
滾筒內(nèi)長800mm葉輪直徑420mm
滾筒轉(zhuǎn)速3r/min葉輪轉(zhuǎn)速2300r/min
*(此字廣告法禁止出現(xiàn))大有效容積0.1m3拋射速度60m/s
*(此字廣告法禁止出現(xiàn))大載重量300kg吸風量800m3/h
工件長度400mm分離效率96%
工件單重15kg機器外型尺寸2078╳2165╳1861mm
二、維護保養(yǎng)1、未經(jīng)學習本機操作及使用說明人員一律不允許操作本機。
2、當拋丸器葉輪未完全停止轉(zhuǎn)動時,不允許打開端蓋,打開端蓋對應將全部電門按鈕斷電。
3、每一工作班后,均應將機器清掃一遍,并檢查各易損零件的使用情況,當發(fā)現(xiàn)有嚴重損壞時即應更換。
4、各種鑄件在清理之前應先進行落砂,否則滾筒內(nèi)積砂過多影響分離效果,且加快零件的磨損。
5、每年一次拆機檢查,將所有的零件均拆開清洗,并檢查一次如有損壞時即應更換。
6、更換分配輪:先卸下分離器與導入管連接的兩個螺釘,然后用木錘輕打?qū)牍埽渌蓜雍笕∠拢缓笥锰淄舶馐秩∠鹿潭菽?左螺旋)即可取下分配輪。
7、更換定向套:先取下分配輪,然后拆下固定壓塊的螺釘,即可用手取出,如果因砂末彈丸阻塞而不易直接取出時,可再取出定向套壓圈而一同取出。在安裝定向套時,應注意寬刻度與指線的正確位置,否則影響拋射方向。
8、更換葉片:先取出葉片緊固螺釘,然后用木錘輕打而取出,安裝時,螺孔內(nèi)的彈丸末要預先用絲攻全部趕出,否則會損壞圓盤上的螺紋線。

版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機、路面拋丸機、吊鉤式拋丸機、通過式拋丸機、噴砂房等設備。
<li id="yayya"></li>