摘 要:根據模糊控制理論,分析噴丸機的運行過程。通過模糊控制算法達到全 自動控制,可以有效地進行 自動 運行提高生產效率。
關鍵字:噴丸機 智能控制理論 模糊控制 自動控制 中圖分類號:TP273 文獻標識碼:A 文章編號:1672―1152 2014 06―0062―03
1
拋丸機概述
鋼管內、外壁清理線系利用拋丸器高速彈丸流束對旋轉的鋼管外壁進行拋丸清理,而后又對其內壁進行噴丸清理,清除鋼管內、外壁的氧化層與附著物,使之獲得均勻精細的潔凈表面,顯露鋼管基材色。 清理線適用于鋼種為高溫耐蝕合金、馬氏體、奧氏體及雙相不銹鋼鋼管的外、內氧化皮清理。本清理線的布置為先外拋后內噴,鋼管外壁
拋丸清理機和鋼管內壁噴丸清理機作為整套連線設備,實現整線亦可分別獨立使用。
2 機器結構
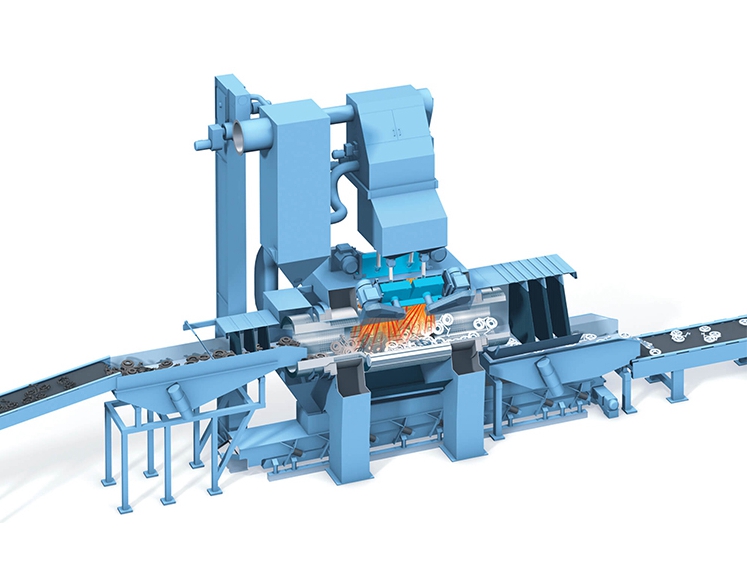
本機主要由輸送輥道、清理室、拋丸器、彈丸循環系統、平臺和電氣控制等組成,配套設備為除塵系統。
2.1 輸送輥道
本輸送輥道主要由室外輥子 入端與出端 、室內輥子、輥子支架 、主室輥子支架以及單輥空心軸平行軸斜齒輪減速器獨立驅動等部件組成。采用單槽整體V形錐輥以保證鋼管在前進時又能自轉。
輸送速度根據變頻調速,實現工件輸送與拋丸清理速度隨意設定與靈活使用。
2.2 清理室
清理室為板式箱形組焊結構,它主要由清理室體、清理室護板、檢修門 3個 以及上、下密封簾等件組成。
清理室頂部偏離實體中心 20mm處沿工件運行方向布置 3臺QY一30型拋丸器,實施對旋轉與前進的鋼管周表全方位拋射清理。清理室上設有出風口,與除塵器管道連接。
2.3 拋丸器。 外拋機頂配置3臺高效節能型 QY一30型拋丸器 ,它是機器的心臟部件,其性能直接決定了拋丸的清理質量與效率以及使用壽命與維修費用 ,因此,對此部件要給予足夠的維護保養重視。
2.4 彈丸循環系統
2.4.1 分離器的工作原理與結構組成
分離器是拋丸設備的重要功能部件之一,其功能是將可繼續使用彈丸從循環運行的混合彈丸流中分離出來,分離出的彈丸再次投人使用以分離出雜物。分離 器主要由分離殼、篩網、彈丸閘門管組成。
2.4.2 分離器調整與使用
分離效果好壞直接影響機器的清理質量與效 率,使用時應確保適用的、清潔的彈丸流入拋丸器。 每天檢查分離效果、分離區物料流幕的厚度及其均 勻性、風速,并作相應的調整。
1 )分離效果判斷:分離后彈丸中含有灰塵和細碎彈丸太多,原因是調節板張口間隙不當或風量不足;廢料管流出有較多可繼續使用的合格彈丸,原因 是廢料調節板張 口間隙不當或風量過大。 件組成。
2 )提升機:由擺線針輪減速機、皮帶輪、皮帶、料 斗、上殼、中殼和下殼、中殼蓋與下殼蓋以及拉板、螺栓組合的張緊裝置組成。提升機的下端進料 口與螺旋輸送器相連,上端出料 口直接與分離器相連。工作時,固定在皮帶上的料斗將提升機底部的丸料刮起, 然后在提升機擺線針輪減速機驅動下,將丸料提升至提升機頂部 ,較后靠離心重力方式落料,將丸料直接送入分離器里。
3 控制過程說明
鋼管被堆放在上料支架上,由人工將其排列整齊,視待清理鋼管管徑不同,可通過電動推桿的調節擋塊換型,再靠氣缸驅動的撥叉裝置將適宜的鋼管撥送到鋼管外壁清理機人端V形輸送輥道上。鋼管靠傾斜 V型皮、銹層及異物迅速脫落,顯露出金屬本色。工件在鋼管外壁拋丸清理機內被清理好后,通過輥道被輸送出清理機的出端輥道上。
清理過程中,撒落下來的丸塵混合物料經清理室內的帶孔底護板流入下部螺旋輸送器 ,再由輸送器輸送匯集于提升機下部,再提升到機器上部的分離器里,分離后的好彈丸落人料斗內供拋丸器循環使用,彈丸自動進入清理室內拋射區時,邊前進邊旋轉的鋼管圓周外表連續不斷地接受三臺拋丸機縱向拋出的高速彈丸流束的打擊與摩擦,使之氧化; 清理中產生的塵埃,由抽風管送向除塵系統,凈化處理后的凈氣排人大氣中,顆粒狀塵埃被捕捉收集 。
設備在運行過程當中通過人員對要求進行作業的不同規格的鋼管進行作業,按照要求對相應規格的參數進行人為的輸入進行確認。對于不同規格的鋼管通過變頻器進行自適應調節。
4 PID控制算法
4.1模糊PID控制算法
模糊PID控制算法是對轉速偏差和轉速偏差率兩個輸人量進行模糊化處理,得到模糊量,然后按照模糊推理規則,計算得到PID三個控制參數的模糊控制量后 ,把模糊控制量去模 糊處理變為實際可 以利用的 PID參數。該算法主要由參數 增量式 PID算法和模糊推理 系統兩部分構成。增量式PID 算法實現對系統的控制,模糊 推理系統以轉速偏差e 和轉 速偏差率 ec作為輸入 ,采用 模糊推理的方法對 PID參數 Kp、Ki、Kd進行在線整定 ,以 滿足不同的偏差 e和偏差率 ec對控制器參數 的不 同要 求。
4.2 模糊推理
有輸入量E、 和輸出量 AK。、AKi、A ,根據 設備原有參數設計 ,根據供丸閥開口的程度會通過三角皮帶連接電機 ,以電流的形式將流量反饋到操作臺顯示屏幕上。通過傳感器檢測到的成品鋼管的尺寸,自動變換供丸閥開口程度 ,在不超過保護電路下限值的情況下進行作業。
4.3 參數修正
參數修正包括輸出量 △ 、△Ki、AK 的模糊決策和PID參數的整定。系統采用加權平均算法對輸出量模糊化處理,將模糊的輸出量轉換成精確量 , 對PID控制參數進行補償;PID參數整定則是根據 模糊決策所得精確輸出結果與設定的PID控制參數 進行加權運算,得出較佳的PID控制參數,通過增量式PID控制算法調整 PWM波的占空比,輸出PWM波經驅動單元實現電機的驅動。
4.4 采用增量式PID算法
采用增量式PID控制PWM波占空比,不需要對誤差進行累加,可以避免計算溢出,防止積分飽和。能夠通過加權處理而獲得比較好的控制效果。模糊算法如下式表達:

由于電機模型的非線性,常需要對PID控制參 鋼管通 數進行實時調整,所以通用的PID算法難以實現高 精度的控制,因此使用模糊算法對PID控制的參數進行同步調整,可以取得較好的控制效果I3]。
5 三相異步電動機調速仿真模型
MATLAB軟件中異步電動機調速仿真框如圖 1 所示,各個模塊的建立和參數設置如下:

圖1 異步電機閉環調壓調速仿真示意圖
1、電源電壓大小設置為220V,相位相差 120。, 頻率50Hz。
2 晶閘管三相交流調壓器的建模如圖2所示,參 數設置為阻抗 2e~,正向電壓 lV,感抗和初始電流均 為 0。

圖2 晶閘管三相交流調壓器仿真模型
3 同步6脈沖觸發器的建模參數設置為:電機類 管長度必須嚴格按照較小長度 2.5m以上進行作業。 型為鼠籠式電機,頻率 50Hz,電壓的有效值 380V, 2 對于內噴砂設備,由于設備處于半封存狀態, 轉子 0.452e~。
4 控制電路的有關參數設置:速度反饋系數設 備進行恢復。噴砂箱附近的AC4000氣動三聯件的 為3O,pi;調節器的參數設置分別為:Kp一30; 300; 建議壓力為0.6MPa,設備調試人員給出的參數建 上下限幅值為[18o,一1801;限幅器限幅值為[180,30]。
需要注意的一點是,為了得到比較復雜的給定 設備調試過程當中出現早期殘留鋼丸結塊的現 轉速信號,這里采用了將簡單信號源組合的方法,將 象,造成噴砂加濃閥 風砂混合裝置 阻塞、噴槍出砂 兩個階躍信號疊加組成輸入信號。此處階躍輸入信 量較小的現象,對于此現象的處理方式為整體拆卸 , 號 step的階躍時間設為0,初值設為0,終值設為 進行疏導作業。后期在試生產作業中出現管內鋼丸 100,采樣時間設為2s;
5 系統的仿真參數設置如下:仿真所選的算法 試車 ,設備恢復正常,按照設備維護說明建議更換。 為 ode23tb;仿真 Starttime設為 0,Stoptime設為4,其他為默認值。
圖4所示為交流調壓調速系統的給定轉速和實際轉速曲線。從仿真結果可以看出:在穩態時,仿真系統的實際速度能實現對給定速度的良好跟蹤;在過渡過程中,仿真系統的實際速度對階躍給定信號的追蹤有一定的偏差。從圖中所示結果可以預見,實際速度對斜波給定信號的跟蹤是比較穩定的,達到了設計要求。
6 運行過程中控制理論的實際應用
1 外噴砂部分設備,構成主體:上料和外噴兩部分。
設備的設計運行原理是按照類目地點附近并行排列的兩排限位開關實現的。對于設備上料部分,由扇形擋料裝置 狀態由電動推桿進行維持 以及訂料裝置由兩臺200mmx120mm氣缸進行作業。對于不同的規格的管子進行 自動運行作業時,需要對擋料裝 置的傾斜角度進行調整。在 自動運行的情況下,外拋需要設備制造商人員以及作業區人員對內拋相關設 議所有氣動三聯件的壓強均穩定在0.6MPa。 階躍信號 step1階躍時間設 殘留的現象,空氣油水濾清器內的銅濾芯阻塞,致使 為2s,初值設為0,終值設為50,采樣時間設為2S。 主氣源提供的氣壓不符合作業要求,銅濾芯清洗后 由于外部環境以及設備內部的結構,防止空氣中起 泵時攜帶的水分造成設備內部鋼丸結塊,建議每兩周進行自動循環,現已根據氣候原因頻率更改為每 周進行一次 自動設備操作循環。

圖4 轉速仿真結果
7 結語 根據模糊控制理論的相關內容,結合設備的使用條件 ,可以有效地評估并處理相關問題項,對于保 證設備安全平穩的運行有促進作用。
參考文獻 [1] 徐雙文,魏世川.自動控制技術在拋丸機中應用 [JJ_一重技術, 2006 2 :49―5O.
[2] 蒲洪彬,許陽釗,李偉光,等.基于機器人的拋丸機 自動等.基于機器人的拋丸機 自動化生產 線構造[J].機床與液壓 ,2010 12 :7―10. [3] 夏劍敏,許力.車輛祠架加丸除塵機智能控制的實現[Jj_上海鐵 道科技,2005 1 :22―23


 魯公網安備 37021102001299號
魯公網安備 37021102001299號