雙行程連續(xù)式拋丸清理機(jī)的更新改造

2018-04-12

4115
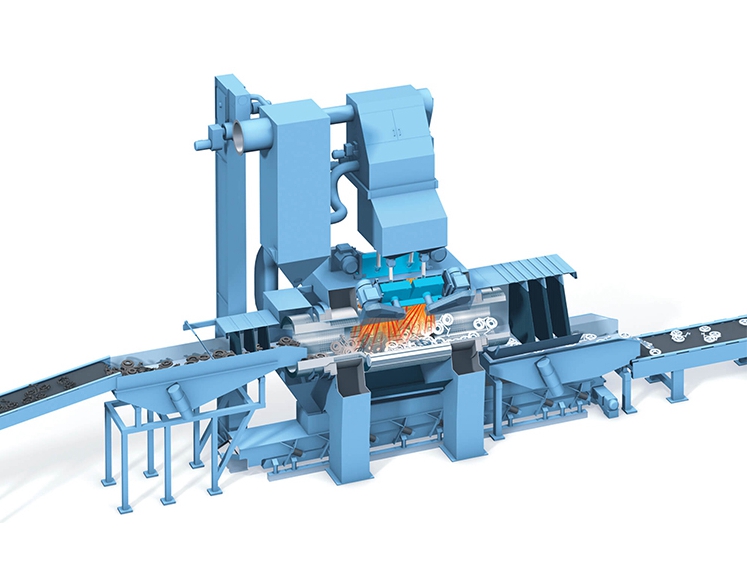
我公司鑄鍛廠清理車間使用的原雙行程六拋頭 貫通式
拋丸清理機(jī),是1968年組織當(dāng)時(shí)本廠的工程 技術(shù)人員自行設(shè)計(jì)制作的設(shè)備。經(jīng)歷30多年,設(shè)備 的技術(shù)水平和基本配置,已遠(yuǎn)遠(yuǎn)不能滿足正常需求; 加之經(jīng)多年的連續(xù)使用,設(shè)備各零部件的的老化、磨 損已相當(dāng)嚴(yán)重,雖經(jīng)幾次大修或改造能夠維持使用, 仍然不能徹底改變其故障率高、生產(chǎn)效率低、拋丸質(zhì) 量差、環(huán)境污染重的狀況,考慮到6160等系列老產(chǎn) 品產(chǎn)量日益加大和更大尺寸新品不斷研發(fā)生產(chǎn)的現(xiàn) 狀,淘汰原機(jī)更新設(shè)備已勢在必行。2003年對其更 新,2004年在新制設(shè)備完成制作、車間生產(chǎn)通過調(diào)整 具備安裝條件后,進(jìn)行了新拋丸清理機(jī)的安裝調(diào)試。本文由青島鑄造機(jī)械廠家青島青工整理。
1、 拋丸清理機(jī)所清理鑄件的品種規(guī)格
該設(shè)備主要是完成對我廠中速機(jī)的大中型鑄件 的拋丸清理。產(chǎn)品的品種包括6160系列、6170系列 和8170系列等的機(jī)體、曲軸、油底殼、飛輪殼、曲軸 箱、飛輪、機(jī)前蓋、凸輪軸、氣缸蓋等鑄件。其中,8170 系列因其為我公司近年來新開發(fā)的產(chǎn)品,其幾何尺 寸比6160機(jī)型的相同工件大不少,故原拋丸清理機(jī) 無法承擔(dān)生產(chǎn),新拋丸清理機(jī)的設(shè)計(jì)就必須考慮。幾 個(gè)典型鑄件的工藝參數(shù)如下: 8170Z01.5001機(jī)體:毛坯重900kg,幾何尺寸 1861mm500mm740mm;8170Z02.01A曲軸:毛坯重 800kg,幾何尺寸(!L)為 !344mm 2062mm;8170Z.P3.0011.160飛輪殼:毛坯重465kg, 幾何尺寸(LWH)為810mm810mm190mm。
、2、設(shè)備更新的設(shè)想
新設(shè)備在開始選型時(shí),*先要考慮提高生產(chǎn)效 率和拋丸質(zhì)量;通過提高設(shè)備的配置來提高裝備的 技術(shù)水平;改進(jìn)除塵系統(tǒng),提高除塵效果,徹底改善 車間工作環(huán)境。 計(jì)劃將原六拋頭設(shè)計(jì)改為八拋頭設(shè)計(jì),單拋頭 拋丸量由原來的450kg/min改為480kg/min;拋丸器 由直線葉片改為拋射速度更高的曲線葉片結(jié)構(gòu);彈 丸循環(huán)能力不小于 480kg/min860min/h1.15= 265t/h(式中480kg/min為每個(gè)拋丸器的單位時(shí)間內(nèi) 的拋丸量,8為該
拋丸機(jī)的拋丸數(shù)量,1.15為拋丸量 的附加系數(shù))。
3、設(shè)備的選型設(shè)計(jì)
對該設(shè)備的選型,不外乎從拋丸鑄件的品種、幾何尺寸、生產(chǎn)效率、拋丸質(zhì)量和除塵效果等方面來權(quán) 衡。在保證設(shè)備基本使用性能的前提下,盡可能采用 新技術(shù)、新材料、新工藝,提高設(shè)備的基本配置。對新 的拋丸機(jī)室體空間的選擇,既要滿足所需拋丸鑄件 的需要,又要防止室體空間過大而造成的不必要的配置和浪費(fèi)。在此原則下確定設(shè)備的設(shè)計(jì)匹配方案。
3.1 設(shè)備的主要技術(shù)參數(shù)
單鉤吊重:900kg; 生產(chǎn)率:70鉤/h; 吊鉤間距:1280mm; 鑄件尺寸(LWH):2062mm810mm810mm( 2mm); 拋丸器型號:180—4RK; 拋丸器拋丸量:480kg/min; 拋丸器數(shù)量:8臺; 電機(jī)功率:30kW; 丸砂分離效率:99.8!; 除塵器排放濃度:100mg/m 設(shè)備噪聲:85db(A)。
3.2 對設(shè)備配置的具體要求
(1)根據(jù)對單鉤承重的要求,懸鏈系統(tǒng)選用 6inch的重型模鍛可拆鏈。(2)對懸鏈的行走速度要實(shí)現(xiàn)可調(diào),采用變頻器 控制驅(qū)動速度,以利于調(diào)節(jié)拋丸過程的生產(chǎn)節(jié)拍和 組織生產(chǎn)。 (3)對拋丸吊鉤間距的選擇要本著有利于鑄件 充分拋丸又要保證拋丸過程吊掛的鑄件不相互碰撞 干涉的原則。結(jié)合較大鑄件尺寸及吊鉤位置等因素, 吊鉤間距確定為P=1280mm;吊鉤要求具備自轉(zhuǎn)系 統(tǒng),以利于鑄件的充分全面得到拋打。 (4)拋丸器:采用由美國PANGBORN公司技術(shù) 生產(chǎn)的大拋丸量、高拋射速度的曲線葉片、懸臂離心 式葉輪結(jié)構(gòu)。其應(yīng)用效果已經(jīng)多年應(yīng)用證實(shí)認(rèn)可。 (5)對射出彈丸的拋射帶要求經(jīng)過計(jì)算機(jī)作在 拋丸室體內(nèi)的三維動態(tài)模擬,既要顧及所有需清理 鑄件,又要盡量減少彈丸的空拋,從而較大限度的提 高彈丸的利用率,同時(shí)減少對清理室內(nèi)防護(hù)板的磨 損;拋丸器數(shù)量設(shè)置為八臺,為的是保證設(shè)備的生產(chǎn) 效率。 (6)對設(shè)備的其它配置要求:減速電機(jī)全部采用 SEW公司的產(chǎn)品,PLC控制系統(tǒng)采用日本三菱公司 產(chǎn)品。 (7)對室體護(hù)板采用分區(qū)布置的原則,拋丸器對 面磨損較大,選用KmTBCr20Mo材料,而包括室體底 板在內(nèi)的其余部位選用ZGMn13-2,這樣既保證設(shè) 備的整體使用性能,又提高其經(jīng)濟(jì)實(shí)用性。 (8)彈丸材料采用#1.5~2.5mm的鉻鉬鋼丸,既 保證對鑄件的清理效果,又提高了經(jīng)濟(jì)性能。各種彈 丸材料的性能見表1。 (9)除塵系統(tǒng):整套設(shè)備配置兩套獨(dú)立的除塵器, 自主室體和丸砂分離器分別接入引風(fēng)管道吸塵。這 樣有利于加強(qiáng)除塵分離的效果。 (10)設(shè)備總功率:375kW。

表1各種彈丸材料的性能
安裝調(diào)試
因拋丸量增加,彈丸循環(huán)系統(tǒng)結(jié)構(gòu)尺寸相應(yīng)增 大,原設(shè)備基礎(chǔ)要作相應(yīng)變動。故自設(shè)備基礎(chǔ)整改至 完成安裝用了20天的時(shí)間。安裝調(diào)試過程中出現(xiàn)了 一些意想不到的問題。針對這些問題我們都采取了 有效的解決措施。 由于該設(shè)備承擔(dān)的是對大中型鑄件的拋丸清理 任務(wù),鑄件重量較大,因此即便在室體的上方設(shè)置了 自旋裝置,但在拋丸過程中由于拋丸過程丸砂對鑄 件的強(qiáng)烈拋打,加之因安裝的鑄件自轉(zhuǎn)鏈條不能很 好的與吊鉤鏈輪嚙合,鑄件自身的旋轉(zhuǎn)速度高達(dá)每 分鐘上百轉(zhuǎn),同時(shí)鑄件還存在上下跳動、左右擺動的 現(xiàn)象,造成直徑達(dá)#32mm吊鉤的負(fù)荷超出允許值而 出現(xiàn)斷鉤現(xiàn)象。對此,我們整改了自轉(zhuǎn)系統(tǒng)結(jié)構(gòu)后又 在室體之上和懸鏈自轉(zhuǎn)鏈輪之間的空擋上增加副鏈 后得以解決。
對吊鉤斷裂問題的處理:供貨商按照其設(shè)計(jì)制 作習(xí)慣,為便于制作將吊鉤設(shè)計(jì)為三段組合式結(jié)構(gòu), 材料選用45鋼調(diào)質(zhì)處理。我們通過對試生產(chǎn)過程斷 鉤現(xiàn)象的分析,要求其將吊鉤改為整體結(jié)構(gòu)設(shè)計(jì)制 作、材料選用20鋼或20Cr材料不進(jìn)行熱處理。更新 全部吊鉤后斷鉤問題得以徹底解決。 該設(shè)備已于2004年11月份投產(chǎn)應(yīng)用,使用效果良好。
廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")

 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號